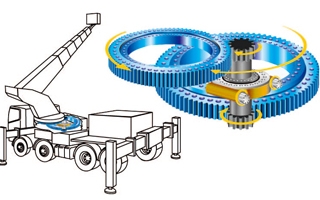
回转支承轴承的热处理工艺
回转支承将载荷从转动部分传递到机构的固定部分。根据赫兹定律和现代可塑性标准计算滚道上滚动元件的施加应力。 GUFEAL进行了局部硬化处理,使其不仅可以满足表面疲劳,而且还可以满足这些标准。 在所有情况下,感应淬火或火焰淬火可以使我们同时获得必要的硬度模式和足够的深度。 在生产过程中,根据GUFEAL的规范,在生产过程中进行系统的检查使我们能够保证回转支承处理的质量和可靠性。 根据施加的应力水平,如果产品结构允许,可以在齿轮上进行相同类型的淬火处理。 我们的计算模型使我们可以选择所需的加工方式。除此之外我们还可以提供其他局部硬化过程,例如:表面硬化,渗氮等