
Latest Publications
Praesent lectus leo, convallis id neque nec, ultrices euismod nibh. Sed ac rhoncus quam. Fusce tristique tellus diam, vel porta eros iaculis vitae.
回转支承的结构组成
内圈和外圈 回转支承由两个环组成,每个环包含一个精密滚道,该滚道在表面上进行感应淬火至指定深度。每个环由中碳钢锻件制成。GUFEAL和单排球系列回转支承的滚道采用四点接触配置,标准接触角为45°。还可以使用其他滚道配置,例如交叉滚子和八点接触。在需要非常高的负载或特殊刚度要求的情况下,通常会考虑使用这些其他选项。 滚动元素 精密滚动元件(用于GUFEAL和轻型系列回转支承的特殊淬硬铬合金钢球)有助于内圈和外圈之间的相对转动。也经常使用辊子作为滚动元件。 垫片,垫片球和分隔器 通常用塑料制成的垫片通常用于分隔滚珠,以防止其直接相互摩擦。有时使用隔离球代替隔离球。在这种情况下,这些球比放置在每个承载球之间的承载球略小。有时,应用程序参数需要使用分隔符。 安装孔 安装孔通常沿着内圈和外圈的表面沿均匀的螺栓圈和相等的间距隔开。这些孔可以是通孔,螺纹孔,盲孔,沉头孔等。有时需要定制螺栓的圆度或间距要求,以满足特定应用的需求,在这种情况下,可以使用定制选项。对于本目录中列出的标准零件号或GUFEAL提供的其他自定义版本,设备设计者,制造商或用户应负责确定安装设计是否适当。 封条 回转支承的每一侧都有密封件,其主要功能是保持油脂并防止某些污染物(例如灰尘和碎屑)进入回转支承。密封件通常由挤压的Buna-N橡胶条制成,较小的尺寸是金属非接触式屏蔽。 负荷塞 由于座圈硬化过程的性质,每个座圈的座圈硬度都有差距。在非齿轮环或非齿轮回转支承外环的位置上钻一个孔,以允许将球装入最终的回转支承组件中。用锥形销塞住并固定此孔。请注意,对于不带负荷塞的环,在环的表面上,在滚道中未硬化间隙的位置(也称为软点)上会刻有“ S”字样。卸下负载插头会使保修无效。 锥销 将负载塞固定在内圈或外圈上。 齿轮 回转支承回转支承可按原样提供,或在内圈ID或外圈OD上带齿轮。齿轮通常是带有反冲规定和AGMA Q8最低质量的标准渐开线渐开线正齿轮。可以在随附的尺寸表中找到每个回转支承的详细信息,并且可以从GUFEAL获得图纸。还提供定制齿轮配置。 油嘴 这些环之一中至少包含一个油脂配件。数量可能会随回转支承的直径而增加。对于带齿轮回转支承,润滑脂接头位于无齿圈的ID或OD上。对于非回转支承,GUFEAL系列回转支承都配备在内圈或外圈上可容纳油脂配件。提供润滑脂接头的定制数量,位置和配置。 零件号 零件号和序列号刻在回转支承的一个面上。

挖掘机回转支承的漏油处理方式
回转轴承泄漏的检查方式 通常,在工作情况下外油封出现少量的漏油现象是正常的。 所谓正常,是指通过回转轴承外密封泄漏 出的油脂量与加注到回转 轴承的油脂量大致相等。但是,当在挖掘机上出现大量油脂泄漏的异常现象时,就必须进行检查。由于回转部分润滑结构的特殊性,需要分析是否确实存在泄漏,并确定问题的所在才能最终解决问题。具体的检查步骤及方法如下: (1)保养是否正确 回转轴承腔的加注油脂周期应在150~250 h之间(厂家推荐的保养周期是 250h, 但实际工作中可根据回转部分的工作强度及频率适当缩短)。 如果加注太过频繁,会导致油脂大量漏出。 (2)回转马达的液压油 或齿轮油是否窜到回转齿圈的腔内. 如果出现这种情况的泄漏,打开回转齿圈润滑油脂的检查盖后,会发现润滑油脂已经变稀。这种变稀是混入液压油或齿轮油的特征。 (3)设备原加注的油脂选用是否正确 由于原设备加注的油 脂可能不正确,会出现回转 轴承或回转齿圈温度稍—升高油脂就变稀的情况。如 果变稀的油脂被回转马达 的主动齿轮在喘合过程中推到内齿圈的上端面后,就 会通过内油封处流入轴承 腔内,最后油脂从外油封处流出。 (4)外油封是否缺少仔细沿回转油封进行检查,判断是局部、区段的泄漏还是均匀的周边泄漏。检查整个回转油封是否有缺失现象。 处理方式 (1) 如果一旦确定是由于密封造成的问题,则需将旧密封拆下,用柴油或汽油 清洁密封槽,将新密封完全卡进密封槽即可。需要注意 的是:密封条成环形后有一个接头,需要用双管万能胶(如丙烯酸酷胶)将接头两边粘在一起。 (2)如果是由于回转马达泄漏造成润滑油脂变质,则须对回转马达进行维修,从根本上解决问题,然后更换整个回转齿圈的润滑脂。 (3)如果是因油脂选用不当而造成泄漏,需将回转齿圈的油脂全部更换。同时应注意,轴承腔内也应使用同一牌号的油脂。应使用2号极压锂基润滑脂,这种油脂在高温下黏度基本上不会降低。 (4)正确控制回转轴承的保养周期,即每工作150- 250 h须加注一次润滑油脂。 注油时可分几次完成, 即挖掘机每回转90°加注一次。加注量以油脂从外油封中溢出为限。 [...]
回转支承针对使用工装的选型建议
回转支承广泛应用在工业机械的各种配套工装中,但因为配套工况的不同、安装角度的不同、承载重量的不同,选择的回转支承的系列型号,也是不同的;在回转支承选型时,客户不能盲目的选用单排球系列的回转支承,否则影响后期的使用效果,反而得不偿失。下面小编就为大家整理一下各系列的回转支承的适用现场和配套工装。 Q系四点接触单排球式回转支承,此种系列在行业内应用最为广泛,因为其独特的球式填充结构,使其在使用过程中承载轴向、径向、倾翻力矩且受力稳定、整体重量较轻、使用寿命长;被用户和厂商选用为通用型号;此系列配套工装多为:随车吊、挖掘机、塔吊、钢包回转台(徐州丰禾智能科技有限公司); 双排球式回转支承:从结构上来说,单排球回转支承只有个座圈,而双排球回转支承却有三个座圈,整体承载方面要比单排球受力更加均匀,能够承载更大的轴向力、倾翻力(双排球的滚道承载角度为90度),有余是上下滚道结构,在挖滚道时就可选用不同球径大小填充滚道,以满足不同的受力环境。此系列适用现场:大型塔机、大型起重机、港口吊、码头机械设备; 交叉滚柱式回转支承(11系列):https://www.gufeal.com/about/此型号为所有系列精度最高的一款,因其内部结构紧凑,填装空隙很小,所以对制造工艺、安装工艺要求较高,但其能够承载较大的径向力矩,这点是其他系列都做不到的。此系列适用:大型工程机械、船用机械、较大吨位输送机、军工机械上。
回转支承保持架的选用及滚道润滑脂的作用
回转支承的保持架的选择上基本为两种:1.整体保持架2.分段保持架,一般通用的回转支承的保持架选择上基本为分段保持架。如客户追求整体稳定性,可以考虑选择整体保持架,我们以球式回转支承为例,选用整体保持架的一些原因: 1.垂直式安装,转盘轴承90°立式使用; 2.旋转支承,非水平倾斜装配; 3.回转支承在正常的使用周期里垂直、各方向运动、倾斜承载; 4.回转支承极限转速过高; 5.为了提高回转支承的整体寿命,以及承载稳定性; 6.在较差的使用环境下,比如有散料坠落、震动的现场发生;使用整体保持架,性能稳定、经久耐用; 7.正常的工作周期内,选用尼龙整体保持架,可以起到降低运行噪音的效果; 8.较大外径的回转支承,选择整体保持架; 下面我们再来介绍一下配套回转支承使用的润滑脂,可以直接的说是和回转支承使用寿命相关的消耗品,关于润滑脂的加注量可以参照下面的公式加注: Q=4/3πR³*0.001÷4×钢球数量×2.25g/m³(油脂密度)
回转支承轴承的热处理工艺
回转支承将载荷从转动部分传递到机构的固定部分。根据赫兹定律和现代可塑性标准计算滚道上滚动元件的施加应力。 GUFEAL进行了局部硬化处理,使其不仅可以满足表面疲劳,而且还可以满足这些标准。 在所有情况下,感应淬火或火焰淬火可以使我们同时获得必要的硬度模式和足够的深度。 在生产过程中,根据GUFEAL的规范,在生产过程中进行系统的检查使我们能够保证回转支承处理的质量和可靠性。 根据施加的应力水平,如果产品结构允许,可以在齿轮上进行相同类型的淬火处理。 我们的计算模型使我们可以选择所需的加工方式。除此之外我们还可以提供其他局部硬化过程,例如:表面硬化,渗氮等

回转支承密封条的更换步骤
密封装置对于回转支承来说起到屏障作用,确保回转支承滚道内部的充分润滑并阻止外部杂质进入,有效的保障了回转支承的持续、稳定运转,所以,密封装置要定期检查,发现问题立即更换。 回转支承密封条更换步骤: 1,清理干净密封条安装槽,去除油污、毛刺; 2,根据回转支承的型号选择不同规格的密封条,确定好长度,准备502粘结剂一只; 3,将展开至适当长度的密封条稍加拉伸,均匀安装在槽内; 4,接口处切成斜口,用502粘结,待凝固后,置于槽内即可。 备注:密封条使用过程中发现漏润滑脂,不用担心其失效,因为密封条只是起到外面的灰尘进入作用,不能防止润滑脂外流,因为密封条是单向密封,且密封力不大。 造成密封条漏润滑脂主要以下几个方面造成的: 1,回转支承频繁注入润滑脂; 2,由于密封条的失效造成润滑脂变质; 3,回转支承过度磨损。
In The Press
Praesent lectus leo, convallis id neque nec, ultrices euismod nibh. Sed ac rhoncus quam. Fusce tristique tellus diam, vel porta eros iaculis vitae.

泵车回转支承维护方法
泵车的种类有很多,例如:混凝土搅拌泵车、臂架泵车、移动泵车、防汛移动泵车等;这些泵车都离不开非常重要的一个传动部件:回转支承。 转盘轴承是由:内圈、外圈、滚动体三部分为主要组成部分,它可以同时承载较大的轴向力、径向作用力和一定的倾翻力矩,是综合性能叫全面的通用大型轴承。那回转支承配套在泵车上使用,在日常的使用与保养需要注意哪些方面呢? 首先我们要具体了解泵车回转支承系统的组成部分:1.回转支承 2.标准驱动电机 3.液压蜗杆4.壳体等,因泵车种类很多,但基本系统组成结构部分主为这4大类。泵车的主要保养方法如下: 每100h-500h为一个工作周期(根据实际载荷和现场工况而定),加注润滑脂,保持滚道内部润滑,亦可清除滚道内部污垢。 每日工作结束,停机后,清理回转支承表面的砂石、铁屑、污渍。检查回转支承和配套减速机的应力螺栓的松紧情况和有无断栓情况出现,如有以上两种情况出现应立即紧固和更换配套螺栓(断栓的顺时针、逆时针第一个螺栓也需要及时更换掉,坚持X+4准则),以确保回转支承正常使用,不发生事故。 [...]

回转支承装配基本工艺流程
回转支承的使用质量,离不开装配作业和钳修两道后期操作工序,徐州丰禾智能科技有限公司本着细节决定成败理念,紧抓回转支承的后期装配工艺,保证产出的每一套转盘轴承符合业内装配、包装标准;下面由我为大家介绍“回转支承的基本装配工艺流程”。 钳修工艺:钳修的主要工作是:修齿、清理滚道、清理密封带槽孔、清理钉销孔、清理拔销孔、清理通孔、螺纹孔、沉孔;有齿的回转支承还要用角磨机打磨毛刺,清理铁屑、污渍; 装配工艺:装配工作开始前,www.gufeal.com检查图纸与装配回转支承型号大小是否一致,要确定:安装尼龙隔离块大小、滚动体球径大小(9mm-86.8mm)并确认安装数量,擦拭转盘轴承工作面,清理密封带槽孔,选择回转支承适用型号密封带,进行装配。 回转支承安装完毕后,应立即检查装配滚动体个数是否正确,确认滚动体、尼龙隔离块是否相连。如是滚柱回转支承,应确认安装的滚柱是否同向;用百分表进行总成检测:测量轴向间隙、径向间隙、端面跳动、径向跳动四项;在阻塞孔处安装阻塞,确认并无异响后开展后续工序。 回转支承装配检查通过后,后续工序为:安装加油嘴、加注润滑脂、固定产品标牌;检查支承表面有无损毁、划痕后,支承进行抛光处理,最后,支承涂抹硬质防锈油,木箱封装。这就是整套回转支承的基本装配工艺流程。

回转支承制作工艺流程
回转支承广泛应用于各个机械行业,虽然回转支承的产品种类很多,像:四点接触球式回转支承、交叉滚子回转支承、双列球回转支承、三排滚柱回转支承等;每种型号适用于各个环境工况,用来满足不同的应用需求。但是各回转支承的制作工艺却大致相同,今天固飞回转支承就为大家介绍下,回转支承的制作工艺流程(无齿圈加工)。 粗车毛坯:此项工艺是将50Mn和42Crmo进行热处理,对照客户订购回转支承尺寸图纸制作,加工时需注意见面的端面为基准面,加工时要为精车高度保留2+0.5mm。每批次加工的毛坯倒角大小应相同,徐州丰禾智能科技有限公司的所有毛坯均为车间生产,绝无外购https://www.gufeal.com; 粗车滚道:粗车滚道是对照客户图纸对毛坯进行车削工艺,工作人员要注意生产图纸的滚道尺寸要求,以及安装球径的大小,确保滚道内部中心高公差; 热处理:也称滚道淬火,滚道淬火后硬度可以提升至HRC55~62,并且能保证淬火深度。 精车工艺:此项工艺包括:精车顶齿、精车平面、精车滚道,此项工艺加工过程中需注意,加工的工件各项尺寸余量是否符合加工工艺要求; 钻油孔:钻通油孔,方便后续工艺添加润滑脂; 装配检验:安装钢球及尼龙隔离块,添加润滑脂;检验人员检查回转支承的表面光洁度、精度、径向间隙、轴向间隙、公法线等常规检测项目后,回转支承即可包装发货。
回转支承调质的工艺标准
回转支承业内的主要执行标准为:Jb/T2300。对回转支承的:产品材料、质地、使用精度和制作工艺标准都有不同的规定。 按照回转支承的正常加工工序,粗车之后,回转支承便要进行调质工艺,正常的调质硬度区间为,50Mn的调质后硬度为:HB180-210,42CrMo调质后硬度为:HB229-269。 回转支承的调质有点为:保证支承热处理之后的加工不产生形变,但有部分缺点,三排滚柱回转支承调质的硬度层深度为20mm-30mm在加工时会被完全车掉,从而调质未起到实质效果。 环煅粗车后,再进行调质,预留足够余量(2-5mm),调质硬度要确保在:250-310,这样不仅仅大幅提升使用硬度效果,从而达到延长回转支承的使用寿命及提高最大的承载区间范围。 按照工艺流程,50Mn调质货42Crmo调质,都要比正火的材质硬度要高,使用寿命和承载极限也相对要长,徐州丰禾智能科技有限公司的毛坯也是自己制作的从材质上的保证,确保客户在使用中的产品质量和稳定性。

钢包回转台回转支承的选择
钢包回转台回转支承的在选择上, 要考虑诸多现场环境因素与配套工装因素,对实际对接的承重载荷、现场最大极限转速、产品的润滑情况、和标准使用工作周期有着直接的关系,充分考虑到以上因素,才能配套选用最合适的回转支承。 首先,要确认轴承的最大外径及最小内径、支承高度、齿项选择的详细尺寸,根据现场使用工装的实际情况和对使用的精度要求,主选回转支承的系列为:单排球四点接触回转支承、双列球回转支承、及精度最高的交叉滚柱回转支承。 极限载荷,根据现场的极限载荷情况,预先确定轴向极限载荷、径向极限载荷,有无倾翻力矩,冲击载荷。 装载方式也需预先确定,垂直装配、水平装配、倾斜装配,针对实际装配规格,保持架需要预先设计结构。 润滑油的选择:根据现场实际工况的使用温度、选用通用润滑脂、低温润滑脂、高温润滑脂;确保滚道内的润滑情况良好,延长回转支承的使用寿命。 钢包回转台选用徐州丰禾智能回转支承时要结合现场实际工况,单排球四点接触式回转支承:整体结构稳定、经久耐用;双排球回转支承:兼顾单排球以上优点,而且承载极限载荷更大;交叉滚柱回转支承:实际使用精度最高,刚性为同种类回转支承最高;用户可针对现场实际情况选用。

挖掘机回转支承的维护与保养
回转支承是挖掘机回转系统中不可或缺的传动装置,使用过回转支承的用户都应该知道在支承使用过一段时间后,都会出现一定的磨损、消损,挖掘机回转支承磨损的主要原因为: 在购买回转支承时,型号匹配错误,在对接工装时,会有转速不匹配,载荷过大造成内、外齿磨损; 回转支承针对工装型号的设计、材料的选用,如选择不当会造成回转支承磨损加快 下面小编给大家介绍一下回转支承的维护与保养方法 1.定期检查回转支承螺栓的预紧力,回转支承使用100小时-500小时,为一个工作周期。设备停机后,应逐个检验螺栓预紧扭矩。过了一段时间的磨合期后,每1000小时为一个工作周期,停机检查螺栓预紧力。 2.回转支承使用时应注意运行噪音变化,如运行有杂音,要立即拆验,排除故障; 3.预紧螺母时,应在螺栓和螺母之间涂匀润滑油,并用配套扳手顺时针多次拧紧。 4.回转支承库存存放时,应水平起吊堆叠存放。勿垂直起吊、防止滚圈变形; [...]

变位机回转支承的安装步骤
间隔安装钢球和尼龙1010隔离块,先把符合滚道内部直径大小的钢球选定好,把经过筛选的球式滚子和尼龙1010隔离块,间隔安装。在安装柱式回转支承时,要使其轴线互相保持垂直,两个圆柱滚子之间由尼龙隔离块间隔。其次调整垫片在安装时,应安装在螺栓孔垂直上方,选用的调整垫片厚度应当一致。 安装螺栓和螺母时需注意,将对角装配的两个螺栓依次拧紧,紧固的同时,注意滚道滚子,防止滚道内部滚子出现卡子现象。所有螺栓对角紧固以后,重新检查一遍有无松动,直到所有螺栓预紧力达到使用标准为止。 调整回转支承空载的回转支承摩擦阻力矩,如回转支承实际载荷工装,则转动回转支承会相对困难。在没有专业测试器械的帮助下,建议选用钢管作杠杆,固定在径向相向的两个螺栓之间,用弹簧秤勾住杠杆的一侧,从而使徐州丰禾智能轴承转动。弹簧秤受力显示数据,再根据杠杆距离来算定回转支承的空载摩擦阻力矩,如果计算之后,回转支承仍然转不动,可能是滚子在内部卡住,这时应该松动螺栓,知道滚圈可以转动为止。 滚道内部的滚子、滚柱、尼龙隔离块填充时,滚子与尼龙隔离块的数量大致相等,如填充完毕,滚道内部最后一处仍有间隙,最后一块可填充两个隔离块,这样可以弥补滚道间隙,从而使回转支承保证正常使用。
On-Going Research
Praesent lectus leo, convallis id neque nec, ultrices euismod nibh. Sed ac rhoncus quam. Fusce tristique tellus diam, vel porta eros iaculis vitae.
回转支承的结构组成
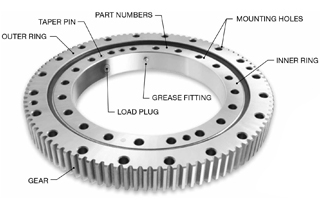
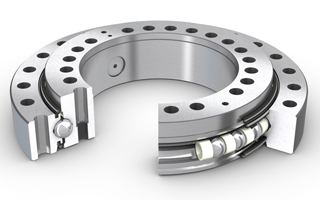
内圈和外圈 回转支承由两个环组成,每个环包含一个精密滚道,该滚道在表面上进行感应淬火至指定深度。每个环由中碳钢锻件制成。GUFEAL和单排球系列回转支承的滚道采用四点接触配置,标准接触角为45°。还可以使用其他滚道配置,例如交叉滚子和八点接触。在需要非常高的负载或特殊刚度要求的情况下,通常会考虑使用这些其他选项。 滚动元素 精密滚动元件(用于GUFEAL和轻型系列回转支承的特殊淬硬铬合金钢球)有助于内圈和外圈之间的相对转动。也经常使用辊子作为滚动元件。 垫片,垫片球和分隔器 通常用塑料制成的垫片通常用于分隔滚珠,以防止其直接相互摩擦。有时使用隔离球代替隔离球。在这种情况下,这些球比放置在每个承载球之间的承载球略小。有时,应用程序参数需要使用分隔符。 安装孔 安装孔通常沿着内圈和外圈的表面沿均匀的螺栓圈和相等的间距隔开。这些孔可以是通孔,螺纹孔,盲孔,沉头孔等。有时需要定制螺栓的圆度或间距要求,以满足特定应用的需求,在这种情况下,可以使用定制选项。对于本目录中列出的标准零件号或GUFEAL提供的其他自定义版本,设备设计者,制造商或用户应负责确定安装设计是否适当。 封条 回转支承的每一侧都有密封件,其主要功能是保持油脂并防止某些污染物(例如灰尘和碎屑)进入回转支承。密封件通常由挤压的Buna-N橡胶条制成,较小的尺寸是金属非接触式屏蔽。 负荷塞 由于座圈硬化过程的性质,每个座圈的座圈硬度都有差距。在非齿轮环或非齿轮回转支承外环的位置上钻一个孔,以允许将球装入最终的回转支承组件中。用锥形销塞住并固定此孔。请注意,对于不带负荷塞的环,在环的表面上,在滚道中未硬化间隙的位置(也称为软点)上会刻有“ S”字样。卸下负载插头会使保修无效。 锥销 将负载塞固定在内圈或外圈上。 齿轮 回转支承回转支承可按原样提供,或在内圈ID或外圈OD上带齿轮。齿轮通常是带有反冲规定和AGMA Q8最低质量的标准渐开线渐开线正齿轮。可以在随附的尺寸表中找到每个回转支承的详细信息,并且可以从GUFEAL获得图纸。还提供定制齿轮配置。 油嘴 这些环之一中至少包含一个油脂配件。数量可能会随回转支承的直径而增加。对于带齿轮回转支承,润滑脂接头位于无齿圈的ID或OD上。对于非回转支承,GUFEAL系列回转支承都配备在内圈或外圈上可容纳油脂配件。提供润滑脂接头的定制数量,位置和配置。 零件号 零件号和序列号刻在回转支承的一个面上。
挖掘机回转支承的漏油处理方式
回转轴承泄漏的检查方式 通常,在工作情况下外油封出现少量的漏油现象是正常的。 所谓正常,是指通过回转轴承外密封泄漏 出的油脂量与加注到回转 轴承的油脂量大致相等。但是,当在挖掘机上出现大量油脂泄漏的异常现象时,就必须进行检查。由于回转部分润滑结构的特殊性,需要分析是否确实存在泄漏,并确定问题的所在才能最终解决问题。具体的检查步骤及方法如下: (1)保养是否正确 回转轴承腔的加注油脂周期应在150~250 h之间(厂家推荐的保养周期是 250h, 但实际工作中可根据回转部分的工作强度及频率适当缩短)。 如果加注太过频繁,会导致油脂大量漏出。 (2)回转马达的液压油 或齿轮油是否窜到回转齿圈的腔内. 如果出现这种情况的泄漏,打开回转齿圈润滑油脂的检查盖后,会发现润滑油脂已经变稀。这种变稀是混入液压油或齿轮油的特征。 (3)设备原加注的油脂选用是否正确 由于原设备加注的油 脂可能不正确,会出现回转 轴承或回转齿圈温度稍—升高油脂就变稀的情况。如 果变稀的油脂被回转马达 的主动齿轮在喘合过程中推到内齿圈的上端面后,就 会通过内油封处流入轴承 腔内,最后油脂从外油封处流出。 (4)外油封是否缺少仔细沿回转油封进行检查,判断是局部、区段的泄漏还是均匀的周边泄漏。检查整个回转油封是否有缺失现象。 处理方式 (1) 如果一旦确定是由于密封造成的问题,则需将旧密封拆下,用柴油或汽油 清洁密封槽,将新密封完全卡进密封槽即可。需要注意 的是:密封条成环形后有一个接头,需要用双管万能胶(如丙烯酸酷胶)将接头两边粘在一起。 (2)如果是由于回转马达泄漏造成润滑油脂变质,则须对回转马达进行维修,从根本上解决问题,然后更换整个回转齿圈的润滑脂。 (3)如果是因油脂选用不当而造成泄漏,需将回转齿圈的油脂全部更换。同时应注意,轴承腔内也应使用同一牌号的油脂。应使用2号极压锂基润滑脂,这种油脂在高温下黏度基本上不会降低。 (4)正确控制回转轴承的保养周期,即每工作150- 250 h须加注一次润滑油脂。 注油时可分几次完成, 即挖掘机每回转90°加注一次。加注量以油脂从外油封中溢出为限。 [...]
回转支承针对使用工装的选型建议
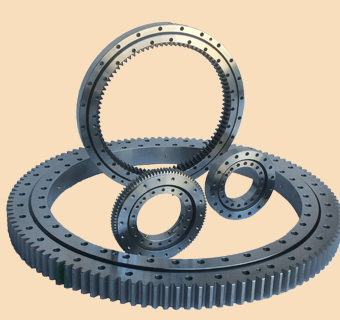
回转支承广泛应用在工业机械的各种配套工装中,但因为配套工况的不同、安装角度的不同、承载重量的不同,选择的回转支承的系列型号,也是不同的;在回转支承选型时,客户不能盲目的选用单排球系列的回转支承,否则影响后期的使用效果,反而得不偿失。下面小编就为大家整理一下各系列的回转支承的适用现场和配套工装。 Q系四点接触单排球式回转支承,此种系列在行业内应用最为广泛,因为其独特的球式填充结构,使其在使用过程中承载轴向、径向、倾翻力矩且受力稳定、整体重量较轻、使用寿命长;被用户和厂商选用为通用型号;此系列配套工装多为:随车吊、挖掘机、塔吊、钢包回转台(徐州丰禾智能科技有限公司); 双排球式回转支承:从结构上来说,单排球回转支承只有个座圈,而双排球回转支承却有三个座圈,整体承载方面要比单排球受力更加均匀,能够承载更大的轴向力、倾翻力(双排球的滚道承载角度为90度),有余是上下滚道结构,在挖滚道时就可选用不同球径大小填充滚道,以满足不同的受力环境。此系列适用现场:大型塔机、大型起重机、港口吊、码头机械设备; 交叉滚柱式回转支承(11系列):https://www.gufeal.com/about/此型号为所有系列精度最高的一款,因其内部结构紧凑,填装空隙很小,所以对制造工艺、安装工艺要求较高,但其能够承载较大的径向力矩,这点是其他系列都做不到的。此系列适用:大型工程机械、船用机械、较大吨位输送机、军工机械上。
回转支承保持架的选用及滚道润滑脂的作用
回转支承的保持架的选择上基本为两种:1.整体保持架2.分段保持架,一般通用的回转支承的保持架选择上基本为分段保持架。如客户追求整体稳定性,可以考虑选择整体保持架,我们以球式回转支承为例,选用整体保持架的一些原因: 1.垂直式安装,转盘轴承90°立式使用; 2.旋转支承,非水平倾斜装配; 3.回转支承在正常的使用周期里垂直、各方向运动、倾斜承载; 4.回转支承极限转速过高; 5.为了提高回转支承的整体寿命,以及承载稳定性; 6.在较差的使用环境下,比如有散料坠落、震动的现场发生;使用整体保持架,性能稳定、经久耐用; 7.正常的工作周期内,选用尼龙整体保持架,可以起到降低运行噪音的效果; 8.较大外径的回转支承,选择整体保持架; 下面我们再来介绍一下配套回转支承使用的润滑脂,可以直接的说是和回转支承使用寿命相关的消耗品,关于润滑脂的加注量可以参照下面的公式加注: Q=4/3πR³*0.001÷4×钢球数量×2.25g/m³(油脂密度)
回转支承轴承的热处理工艺
回转支承将载荷从转动部分传递到机构的固定部分。根据赫兹定律和现代可塑性标准计算滚道上滚动元件的施加应力。 GUFEAL进行了局部硬化处理,使其不仅可以满足表面疲劳,而且还可以满足这些标准。 在所有情况下,感应淬火或火焰淬火可以使我们同时获得必要的硬度模式和足够的深度。 在生产过程中,根据GUFEAL的规范,在生产过程中进行系统的检查使我们能够保证回转支承处理的质量和可靠性。 根据施加的应力水平,如果产品结构允许,可以在齿轮上进行相同类型的淬火处理。 我们的计算模型使我们可以选择所需的加工方式。除此之外我们还可以提供其他局部硬化过程,例如:表面硬化,渗氮等
回转支承密封条的更换步骤
密封装置对于回转支承来说起到屏障作用,确保回转支承滚道内部的充分润滑并阻止外部杂质进入,有效的保障了回转支承的持续、稳定运转,所以,密封装置要定期检查,发现问题立即更换。 回转支承密封条更换步骤: 1,清理干净密封条安装槽,去除油污、毛刺; 2,根据回转支承的型号选择不同规格的密封条,确定好长度,准备502粘结剂一只; 3,将展开至适当长度的密封条稍加拉伸,均匀安装在槽内; 4,接口处切成斜口,用502粘结,待凝固后,置于槽内即可。 备注:密封条使用过程中发现漏润滑脂,不用担心其失效,因为密封条只是起到外面的灰尘进入作用,不能防止润滑脂外流,因为密封条是单向密封,且密封力不大。 造成密封条漏润滑脂主要以下几个方面造成的: 1,回转支承频繁注入润滑脂; 2,由于密封条的失效造成润滑脂变质; 3,回转支承过度磨损。
